
一、制造业制造现状描述:
每天8小时,480分钟、28800秒,扣除生理需求的非生产时间,合理有效时间为440-460分钟之间;人工沟通和编制生产计划,当前信息沟通的现状会产生大量的时间损失:由于人工安排生产任务,无法同时保证工人第一时间,获得以下信息;
今天上午8:55生产什么?(依靠班组长安排,需要等待)
什么时间用什么料生产?用多少?从哪里拿料?(依靠班组长安排,需要等待)
用什么辅助工装或模具生产?谁调模?什么时间调好?(依靠调模工,需要等待)
用什么标准生产?多长时间要做完?(需要同时具备图纸和作业指导书等文件,新产品或变更产品,需要等待)
用什么物料车子装产品?装多少?(需要自己找或等待,浪费开机时间)
发生异常后的处理,报备给谁?谁处理,沟通的时间太长;(异常处理机制反应迟缓)
调整生产计划,什么原因调整?如何调整最合理?(缺乏与主计划同步,容易产生在制品积压资金以及延迟交货;)
二、信息交流障碍产生的损失:
2.1利润损失:
以上信息沟通的障碍导致每个设备,每天损失总时间的20-25%,每天8小时,因为沟通不及时产生的浪费1.6小时---2小时(96分钟-180分钟),
一个500人规模的工厂,则每天损失为500人*1.6小时=800小时左右,
月时间损失:30天*每天800小时=24000小时
年时间损失:12个月*每月24000=288000小时
假设一个人月工资3000元,每月每人可用时间为(8小时即480分钟,除去生理需求20分钟,可用时间每天最高460分钟)460分钟*26天(除掉周日)=11960分钟可用时间3000元/11960分钟=0.26元每分钟
年金额损失:288000小时*60分*0.26元每分钟=4492800元
450万的损失,一般不被察觉,这就是时间运用损失的利润。
不同的订单情况会有不同,经常做的订单浪费少些,不经常做的产品,浪费严重。根据以上计算,如果2天交货的订单48个小时,实际生产的时间占用的比率是较少的,可能直接制造产品的时间只需要10个小时,所以在制造业领域,中国与发达国家相比,人均效率低下;效率低的原因并不是中国人不勤奋,不敬业偷懒导致的,而是组织信息不流畅导致的。即便有进口的好设备,生产力依旧很低。
2.2资金积压和库存损失:
生产计划排程不合理,不是按后工序的实际需求生产,生产指令过于粗放,生产指令的不准确导致工序间的在制品过多,积压资金,严重影响公司盈利能力;
2.3交货期损失:
由于制造现场的异常状况发生,现场人员调整生产计划,没有数据的快速反应机制,无法迅速与PMC人员沟通,导致生产计划不平衡,生产的优先顺序打乱,产生急于交货的未生产完成,不急于交货的已经生产,在制品和半成品增加,占用大量的资金,并且增加仓储成本和费用;
以上这些损失都是由于信息流产生的障碍导致,因此制造业的盈利能力下降,竞争力不强,通过拉动式的,按需求生产的方式,并结合物联网的集成和信,息系统的融合,实现动态掌控在制品、动态掌控人员状态、动态掌控设备状态、动态掌握订单状态、动态掌握生产异常状态,实现时间的高效利用,彻底降低在制品,提高资金利用率和制造业盈利能力。
三、TPS拉动式生产系统的效能分析:
通过构建信息流快速反应系统:
通过物联网布置在车间的终端和LED电子看板,让工人早上上班一上机就可以在终端上查到要生产什么,用什么料生产?用什么模具生产?什么时候要生产完成?按什么节拍时间生产?用什么标准生产?让信息同步,避免等待;
通过物联网布置在仓库的终端和LED电子看板,让仓库人员一上班就可以在终端上查到,要配什么料?配给谁?什么时间配?
通过物联网布置在模具房的终端和LED电子看板,让调模工一上班就清楚的知道,要装什么模?那台机?什么时间装?谁来装?
通过物联网对车间、仓库等的信息自动采集,分析,让PMC生产计划人员一上班就清楚今天哪台设备生产什么,生产进度如何?谁做的?做了多少?还有多少没做?等等信息,现场调整生产计划,PMC随时掌握,平衡生产,降低库存。
工人完成的情况,在电子看板上呈现出效率排行榜、损耗排行榜等,激励工人,并逐步实现工人自主管理。
管理人员一上班就可以随时查看生产异常状态,随时待命处理异常,并通过分析并采取措施预防和降低异常
基于物联网的技术,可以将各类设备开、停机,统一集成、工厂内的用人,现场的物料、在制品、产成品、废品、不良品等等,统一通过感知的手段集成由电脑统一处理数据,动态掌握工厂所有资源的运用情况,用极快速度的沟通方式和沟通工具实现信息的获取、分析、检索、查询等的具备智慧化的工厂
四、TPS拉动式系统能带来什么优势:
优势一、工厂的每一个车间、每一台机器摆放的位置、物流的路线、用人的资源消耗,从生产设计开始,自占地面积到资源消耗,都以数字形式完全计算出来,建设过程中做到零碰撞、零库存、零浪费,节约大量人力物力.
优势二、智慧工厂生产系统向客户及上下游厂商开放,实现体验式营销,树立品牌优势
优势三、优化企业库存、减少资金占用,提高作业计划的精准性和调控能力,提高企业的工作效率和生产能力,
优势四、实时动态掌握资源消耗情况,成本变动情况,提高财务预算、核算的精确性,
优势五、直接并实时地获取制造设备的生产、运行和质量数据,并利用整合的信息系统助您解决各类问题。
优势六、简化物料管理和货车管理,节约了管理与能耗成本
优势七、系统间无缝集成,相互协同,这样决策可以达到智能化。整个流程,管理非常透明。
优势八、组织机构的扁平化,少人化带来的成本优势
优势九、管理的精细化减少错误机会成本以及更具人性化
五、TPS拉动式系统重点解决企业什么问题:
1、各大信息系统相对独立运行,不协同、不兼容问题。
2、子系统管理存在盲点。各系统间不能统一,导致的信息和观察盲点
3、无法关联上下游工序和企业。供应链效率低、反应迟缓错失商机
4、信息共享程度弱。部门与部门,子公司与子公司间系统的不兼容导致的信息共享程度弱
5、集成度不高。设备与软件不能共享信息、信息断层
6、智能程度不高。响应客户速度较慢,多量少样产品无法同时满足
7、管理成本高,用人多,资源消耗大
8、有效减少在制品库存
9、精确控制生产指令和订单进度
10、精确控制材料的配送频次和数量,大幅度降低原材料库存和资金占用
11、精确反应生产进度和生产节拍,动态分析瓶颈工序,避免延期损失;
六、TPS拉动式系示意图

七、TPS拉动式系统应用介绍
七、TPS拉动式系统应用介绍
具体操作流程和步骤如下:
1.办公室编排生产计划工单,绑定工艺和用料,发送到生产现场的车间各工序电脑,工序清楚的掌握应做什么任务?什么时间完成?用什么料,什么工艺?;
2.同时也将车间的工位用料同步发送到仓库电脑、移动扫描手持机、电子看板上。
3.仓库配料人员(也称为:水蜘蛛)根据电子看板显示和移动手持机内的生产配送任务,分拣准备物料,并依据顺序开始配送。
4.生车间管理人员在车间电脑上选择应生产的生产工单,同步执行,开始生产。
5.如车间员工发现个别工位缺料,在电脑上按缺料键,缺料键的信息通过服务器发送给仓库,通知仓库人员某一个工位缺料,需要配送。
6.仓库配送人员接收到车间信息,迅速配送物料到车间工位,如果配送的时间延迟,则自动发信息给上级领导协助。系统会自动记录配送的时间和批次。
7.仓库配送人员配送到车间后,配料人员按下车间的完成配送健,并在手持机设备上确认配送完成,配送的时间、批次、数量自动传输到服务器,服务器通知电子看板,电子看板自动减去已经配送数量,显示下一物料配送任务。
8.生车间完工后,通过车间的数据采集(数据采集可以选择用RFID或者条码、传感器)传输到服务器。
9.服务器根据生产计划和生产工单完成情况,自动的汇总分析出产能报表以及订单跟踪报表。
10.服务器除了汇总产量报表外,还可以汇总出异常报表、不良品报表。并且根据配料的任务和实际配料状况,自动汇总分析出配料的时间、配料的批次、延迟配料的次数等。
七、TPS拉动式系统软件模块:
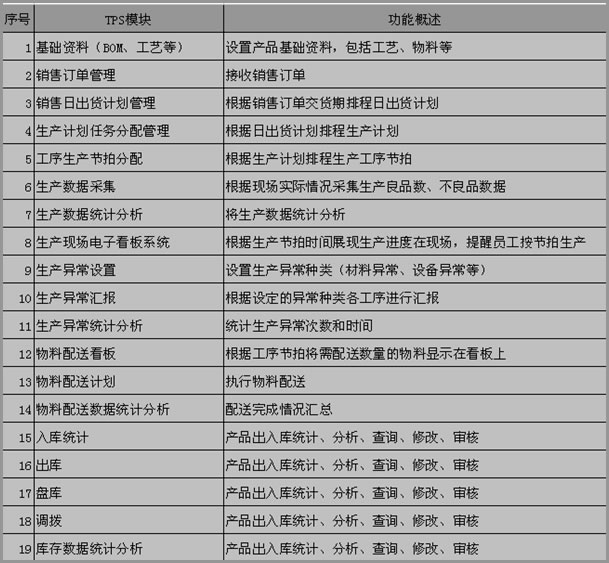
基础资料界面:
八、TPS拉动式系统软件界面应用案例展示
登录界面:
基础资料界面:

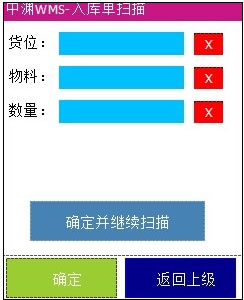
物料配送界面(带扫描手持设备)

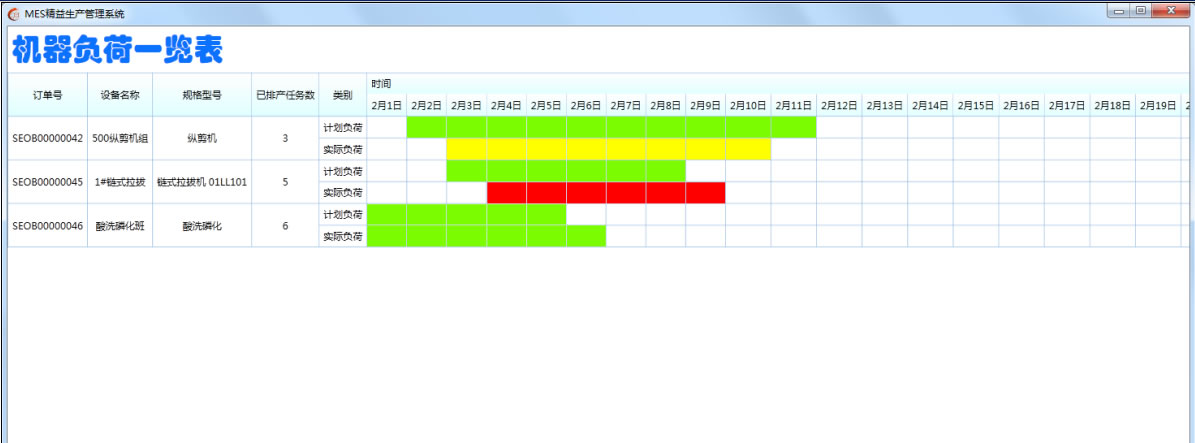
订单负荷界面:

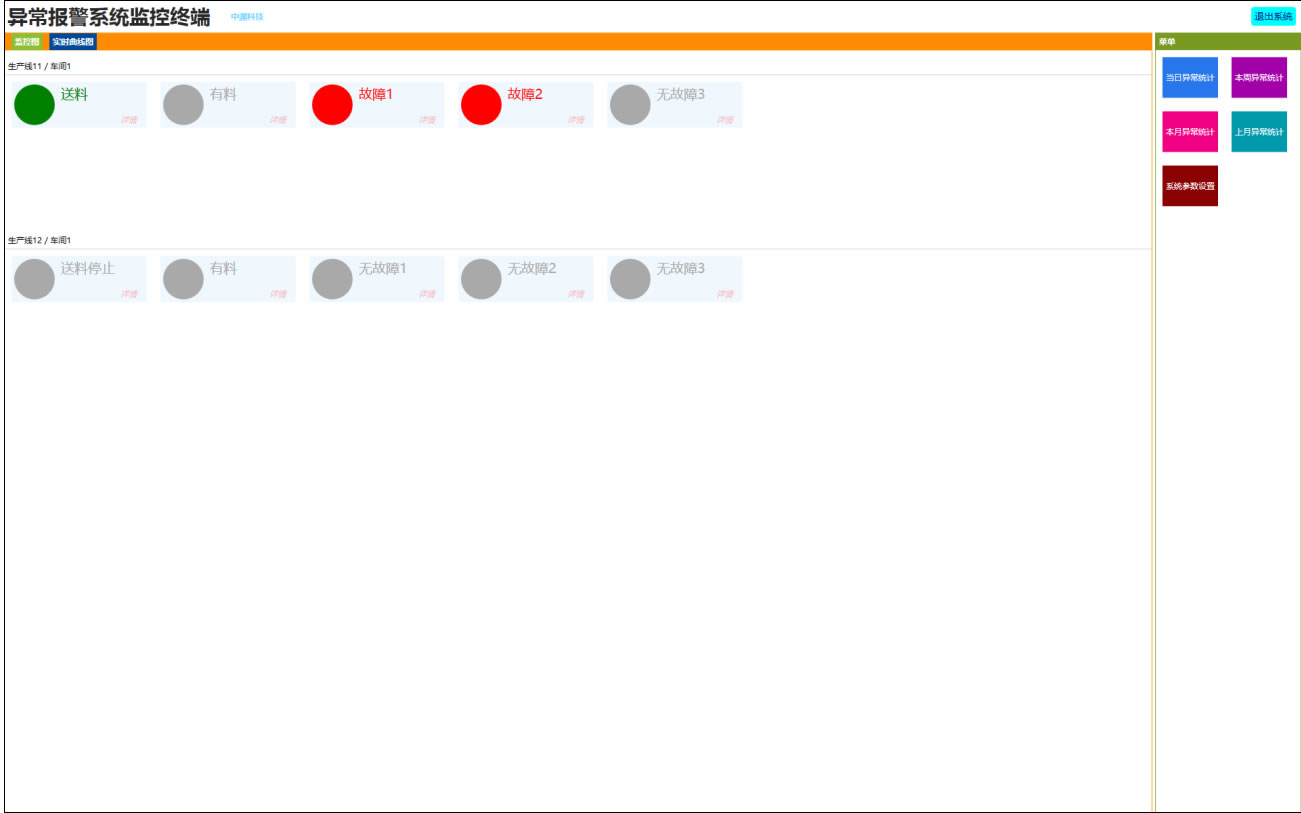
异常监控界面:
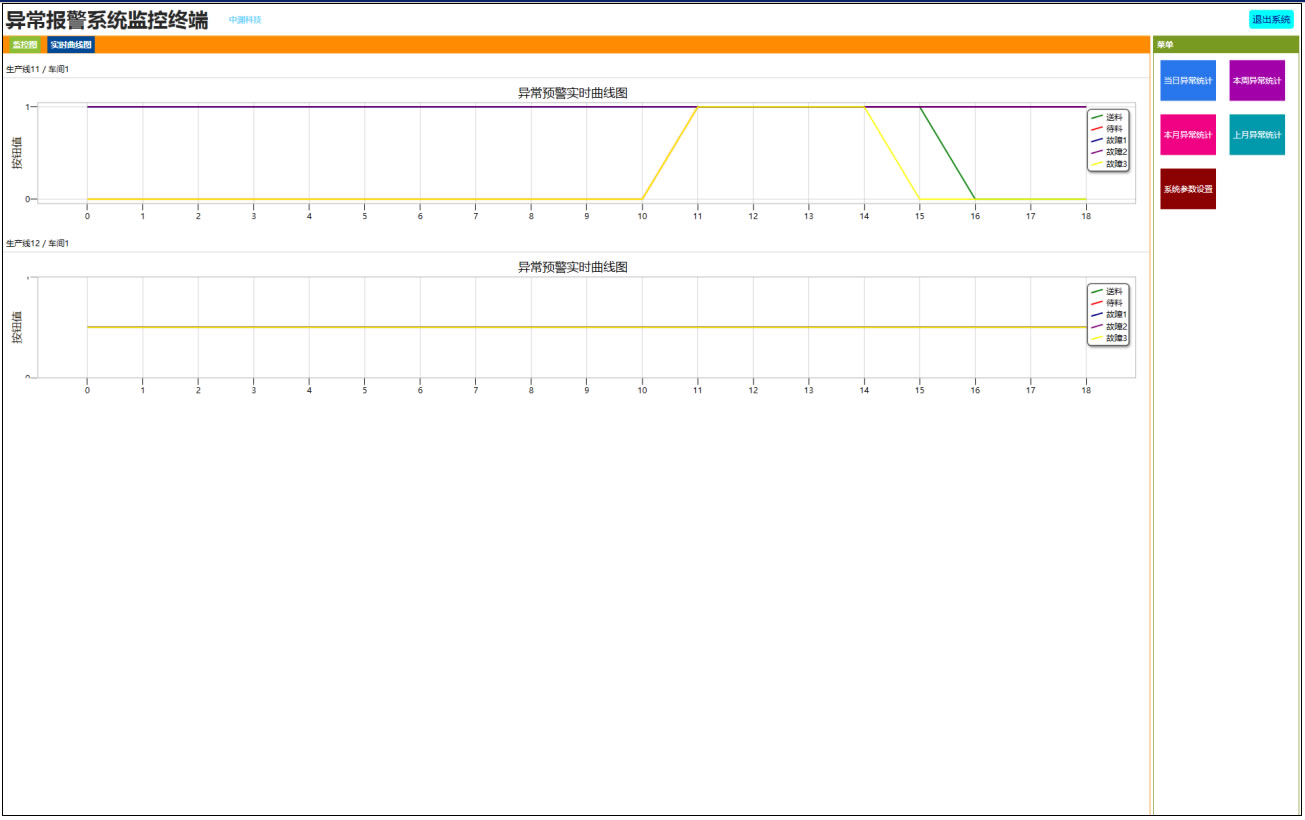
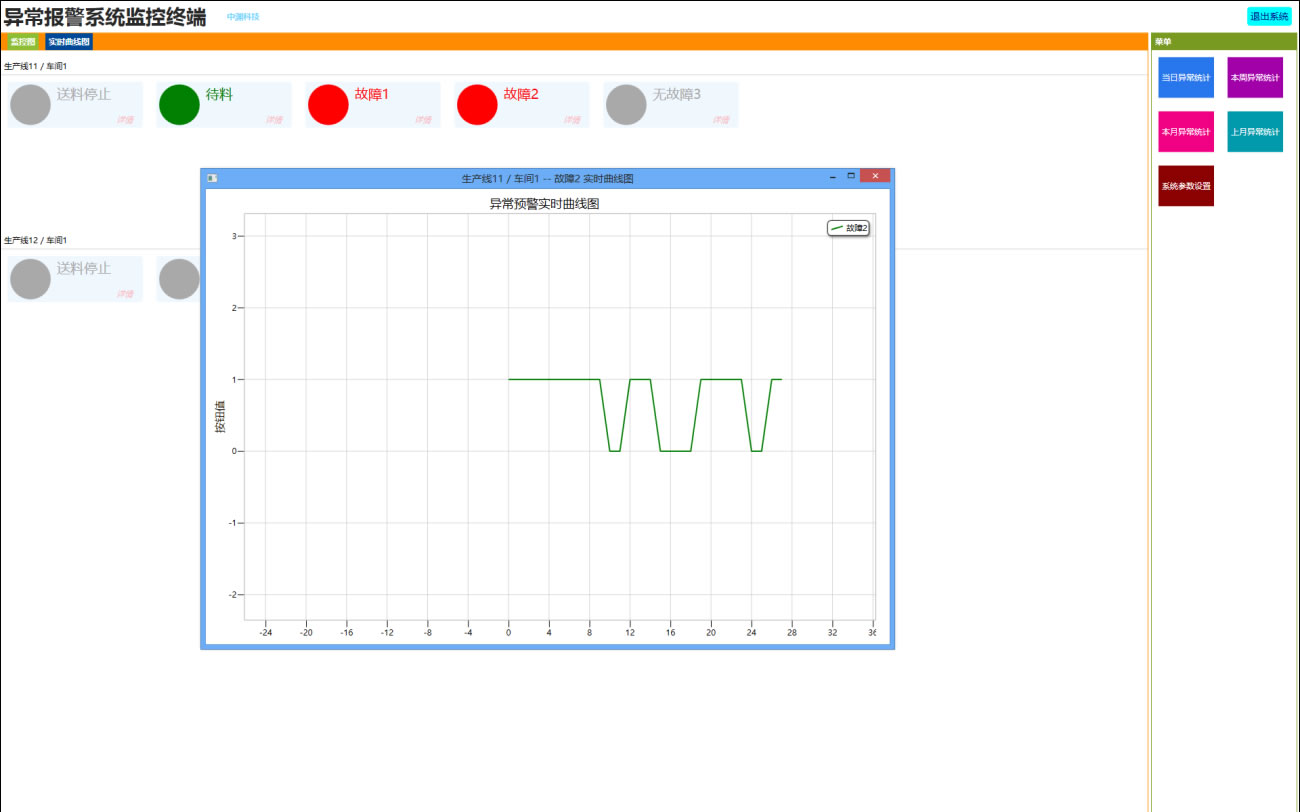
异常监控分析界面:

通过TPS生产拉动系统,精确的控制生产计划和各工序的生产指令,并且有效减少以下浪费:搬运、仓储、过时产品、修理、返工、设备、设施、多余存货(包括正在加工的产品及成品)同时降低制造成本和管理成本,提高企业利润率,缩短从投产到产品交付的整个制造周期目视化管理一切资源,使企业达到国际化管理水准,增强核心竞争力。
九、联系方式
出品单位:佛山中渊科技有限公司
公司网址:www.fszy.org
客户服务:4000114174
邮箱地址:master@fszy.org,mes@fszy.org
固定电话:0757-63311690-4(5线)
传真号码:0757-88360588

